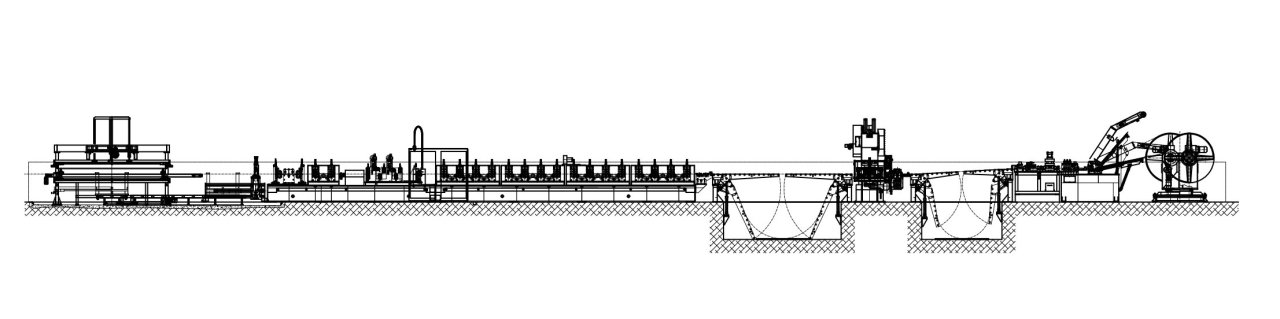
Automatic line for punching (punching before roll forming), welding, calibrating, cutting and unloading. This innovative solution allows to be more automated, faster, more flexible and with less scrap, , compred with the punching of the tube executed after roll forming. Practically the production cost is lower as regards the punching of the traditional tube.
MACHINE FOR WELDED SUPERMARKET UPRIGHT
Technical data
| Decoiler capacity | 5+5 t |
|---|---|
| Maximum width | 300 mm |
| Thickness | 2,5 mm |
| Line speed | ~10 m/min |
| Material for upright | Fe |
| Line direction | Dx - Sx |
| Installed power | 270 kW |
| Air consumption | 2900 NI/1 |

Machine configuration
Technical data
| Decoiler capacity | 5 ton |
|---|---|
| Shaft diameter (min/max) | 470/530 mm |
| Coil max. ext. Ø | 1800 mm |
| Motorized AC decoiler with inverter | 4 kW |

Two motorised decoilers (or idle on request) with 5 ton capacity. Their base is pivoting; therefore the stopping time to insert the coil is extremely reduced. Complete with independent hydraulic unit and electric plant. Unit for the mandrel regulation, electric plant for the automatic / manual mode and for the speed regulation. Complete with loop, arm for loop control and spokes to keep the strip in the correct position.
Technical data
| Maximum width | 200 mm |
|---|---|
| Welding unit electrical absorption | 43 amp |
| Material | Fe, galvanized, pre-painted, inox |
| Material minimun thickness | 0,3 mm |
| Material maximum thickness | 1,5 mm |
| Shear | electric |
| Blocking vices | included |
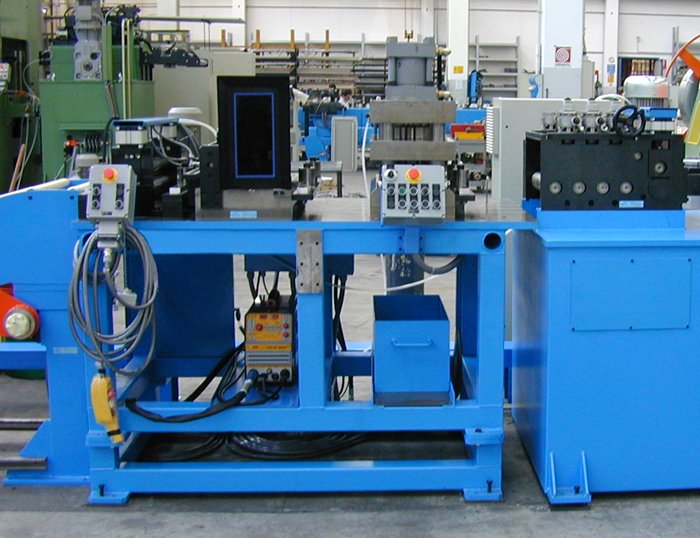
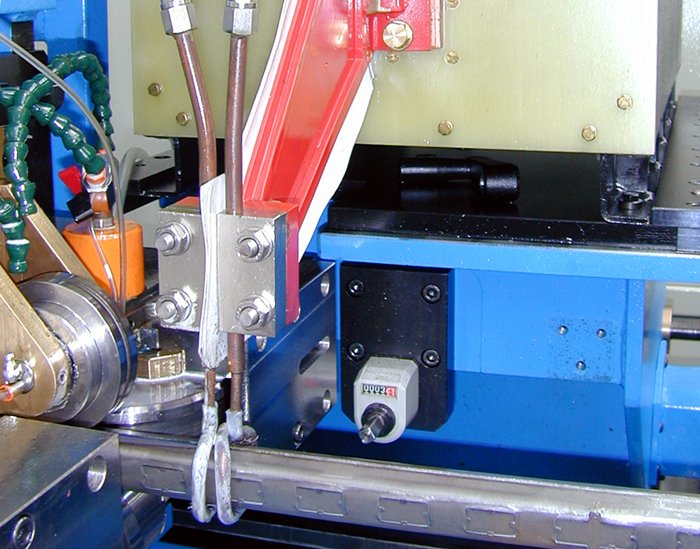
The 3 mm thickness heading and welding group performs a first locking of the strip to be processed with the first vice, then cuts the entering strip and blocks it with the second vice, after facing heading operation by the operator. Now starts the automatic welding, after which the vices unlock and the line can continue in automatic mode. As an option, it is possible to have the welding unit with n° 1 couple of motorized exit rolls (pinch-roll) with pneumatic lifting of the upper roll, n° 2 couples of motorized rolls (1 in entry and 1 in exit), with pneumatic lifting of the upper roll, and it is also possible to have as an option n° 3 sheet accompanying rolls
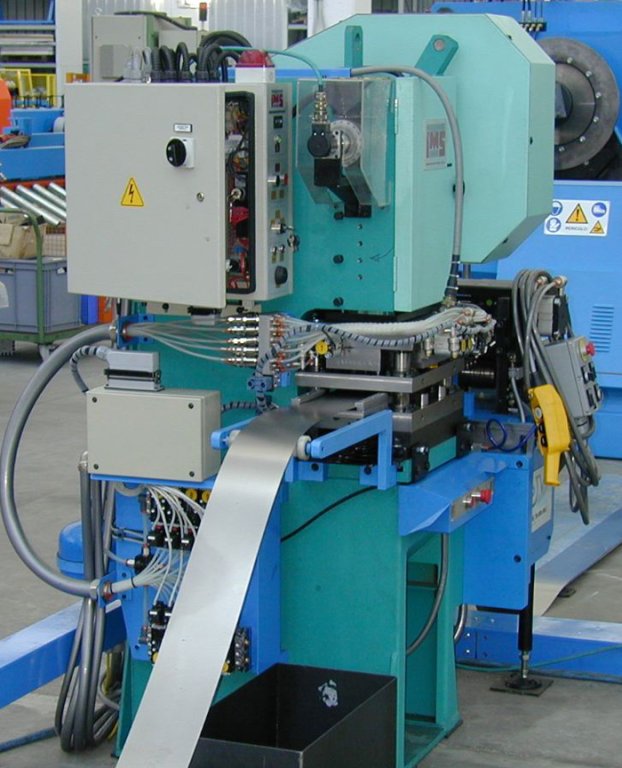
Mechanical punching press for the execution of the requested pre-shearing. Its power varies on the basis of the thickness and the type of sheet to be worked. Complete with electric board and independent control panel (to set work-programmes), hydraulic unit and lubrication plant.

It is the die that will carry out the punching and the notching on the sheet. It will be positioned in a mechanical press. This special die is expressly designed and constructed according to the specific requests of the client. On this model and on every type of punching there is an inclusion / exclusion system. All the components, having seen the importance of the punchings / notchings for the final result, are designed and constructed internally.
Technical data
| Roll forming line shaft diameter | 80 mm |
|---|---|
| Roll forming line useful width | 500 mm |
| Roll forming line passages | 16 + 2 |
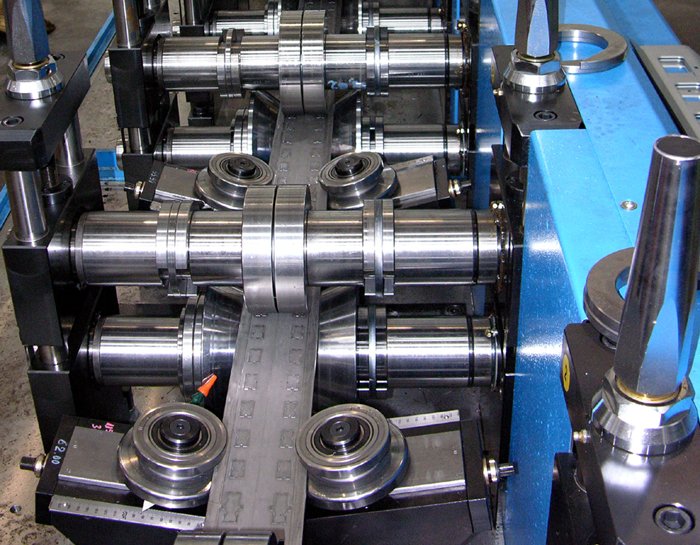
Roll forming line of high quality, productivity and flexibility. It is characterized by the rapid change of cassettes (it is possible to change the product in a few hours) and materials and finishing rigorously controlled to guarantee for the client more production and less maintenance. It could be completed with sheet lubrication plant, strip introducer and independent regulations for each forming station.

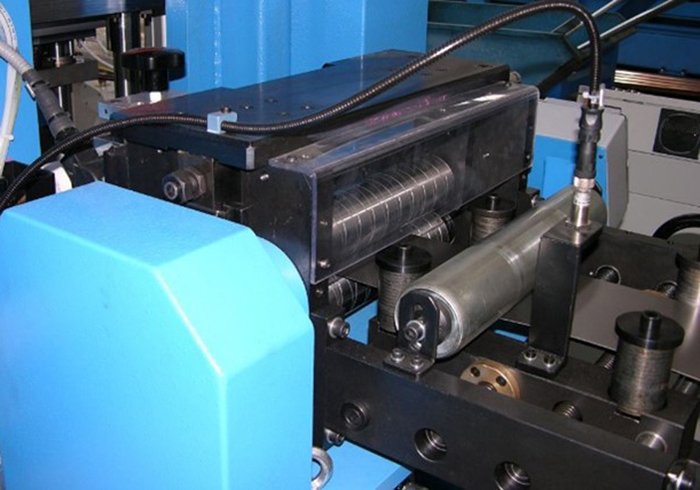
It is a set of forming rolls, made of tempered and rectified steel to make the profile requested by the client. The series of rolls is characterized by high precision and durability. Their function is at the heart of the whole plant; for this reason PM follows with particular precision the whole development (the whole process of roll-making is executed internally).
It carries out the in-line welding of the profile.This welding consists in joining the edges of the preformed strip, carried out by means of a AC (HF) generator which through a coil induces a high intensity electric current which leads to fusion of the edges of the strip that are pressed, with the result of the welding.

Plant to cool the just welded tube. It is placed after the welding zone and is made up of a welded structure on which a tank is positioned. Inside this tank there are nozzles which spray the cooling liquid on the tube.

It is in the final part of the line and carries out the flying cut to measure (the roll forming line does not stop). The movement is through a hydraulic unit and electric motor. It includes the final cutting die made especially for the requested profile to have an extremely precise shear without product deformation. This solution increases considerably the productivity.
Final bench used for the unloading and for the stacking of the finished piece. This special unloading bench is used mainly for trapezoidal / undulated sheet. Its structure allows the unloading of one piece on top of the other in order to have a lot ready for packing.

The whole electric installation is intended here. Electric cabinet, cable channels, control desk and software for the management of the line parameters, all according to the highest standards of quality and efficiency.

L'impianto idraulico è necessario nelle operazioni di taglio e nelle unità idrauliche di punzonatura o scantonatura. È composto dalla centralina (di potenza tale da soddisfare tutte le lavorazioni), dai collegamenti meccanici (tubature e valvole) e dal software di controllo e gestione.
Series of wire mesh, infrared photocells and sensors for the protection of the operators. They are installed on the line to avoid any accident that could cause physical damages to the operators